
Epekto ng Drill at Nickel sa Thermal Damage Resistance ng 4Cr5Mo2V Die Casting Die Steel

Ang 4Cr5 Mo2V ay isang karaniwang ginagamit na die-casting die steel. Sa proseso ng die-casting aluminyo na haluang metal, dahil sa pagguho at pagdirikit ng tinunaw na aluminyo, ang amag ay magdurusa sa thermal pinsala, tulad ng pagkapagod ng thermal at pagkawala ng pagkatunaw ng thermal, na nagreresulta sa pagbawas ng tigas nito at kahit na wala sa panahon na pagkabigo.
Upang mapag-aralan kung ang nickel o pagkatuyo ay maaaring mapabuti ang thermal pinsala paglaban ng aluminyo haluang metal die-casting na hulma, 4Cr5 Mo2V steel at 4Cr5Mo2V steel test blocks na naglalaman ng 1% Ni at 1% Co (mass fraction) ay inihanda, at sila ay inlaid pagkatapos pagsusubo at pagba-temper. Sa nakapirming mamatay ng hulma ng die-casting, ang ADC12 na aluminyo na haluang metal na may temperatura na 800 ℃ ay kasunod na die-casted ng 200 hanggang 1,000 beses, at nasuri ang macro morphology at ibabaw ng katigasan ng test block.
Ipinapakita ng mga resulta na pagkatapos ng die-casting na haluang metal ng aluminyo na 1,000 beses, ang block ng pagsubok na bakal na 4Cr5Mo2V ay sumunod sa aluminyo na pinakamalala at gumawa ng napakakaunting mga netong tulad ng basag; ang Ni-naglalaman ng bakal na pagsubok na bloke ay bahagyang sumunod sa aluminyo, at ang bloke ng pagsubok na naglalaman ng asero ay sumunod sa pinakamaliit na aluminyo, na nagpapahiwatig na ang nilalaman ng 1% Co 4Cr5Mo2V na bakal ay may pinakamahusay na paglaban ng pinsala sa thermal sa mga alloys ng aluminyo na namatay. Bilang karagdagan, kumpara sa tigas bago mamatay-paghahagis ng aluminyo na haluang metal, pagkatapos ng 1,000 beses na die-casting, ang katigasan sa ibabaw ng bakal na 4Cr5Mo2V, naglalaman ng nikel at dry-naglalaman na 4Cr5Mo2V na mga specimens na bakal ay nabawasan ng 2.8, 1.8 at 1.4 HRC, iyon ay, maramihang mga alloys ng aluminyo ng die-casting. Ang masamang epekto sa ibabaw ng tigas ng nikel na naglalaman at tuyo na 4Cr5Mo2V na bakal ay mas mababa kaysa sa bakal na 4Cr5Mo2V, na nauugnay sa solidong solusyon na nagpapalakas ng solusyon ng Co at Ni, na kapaki-pakinabang upang mapabuti ang paglaban ng likido ng likido ng likido ng ang hulma at gawing mas madaling kapitan ang amag sa thermal pinsala.
Ang aluminyo alloy die-casting ay isang komplikadong proseso ng mataas na temperatura at mataas na presyon. Mayroong maraming mga kadahilanan na nakakaapekto sa thermal pinsala (kabilang ang thermal pagkahapo at thermal pagkawala) pagganap ng aluminyo haluang metal die-casting molds. Kabilang sa mga ito, ang komposisyon ng hot-work die steel ay partikular na mahalaga.
Sa ilalim ng normal na pangyayari, maiiwasan ang pagkabigo ng die casting dahil sa pag-crack at plastic deformation. Ang pag-crack ng amag ay karaniwang sanhi ng hindi sinasadyang mekanikal na labis na karga o thermal overload, na nagreresulta sa matinding konsentrasyon ng stress. Ang maagang pag-crack ng pagkapagod ng thermal at pagkawala ng hinang (pinsala sa ibabaw ng thermal) ng mga molde ng die-casting ay ang pangunahing mga mode ng kabiguan, at ang dalawa ay madalas na nakakaapekto sa bawat isa. Ang bakal na 4Cr5Mo2V ay isang malawakang ginamit na hot work die steel, na may mahusay na resistensya sa pagsusuot at paglaban ng pagpapapangit ng plastik. Ang drill at nickel ay karaniwang ginagamit na mga elemento ng alloying, na maaaring mabisang dagdagan ang lakas at tigas ng bakal, at may tiyak na epekto sa paglaban sa pinsala sa thermal. Samakatuwid, pinag-aaralan ang bakal na 4Cr5Mo2V, 4Cr5Mo2V na naglalaman ng 1% Ni at 1% Co (mass fraction, pareho sa ibaba). Ang paglaban ng bakal sa tinunaw na pinsala sa aluminyo ay may malaking kahalagahan upang gabayan ang aktwal na paggawa.
Gayunpaman, karamihan sa mga pamamaraan upang pag-aralan ang thermal pinsala ng die-casting die steel bago ang bibig ay gayahin ang pagpainit at paglamig. Ang sample ng die steel ay hindi direktang makipag-ugnay sa tinunaw na aluminyo, at hindi kasangkot ang epekto ng pag-scour ng tinunaw na aluminyo, tulad ng direktang pagpainit ng induction ng sample ng die steel. -A. Sa papel na ito, ang tatlong-bahagi na mga bloke ng pagsubok ng bakal na hulma ay inihanda at naka-embed sa hulma ng die-casting upang isagawa ang die-casting test ng ADC12 aluminyo na haluang metal. Pinsala sa pagganap ng tinunaw na aluminyo.
1. Mga Kagamitan at Paraan ng Pagsubok
1.1 Mga Kagamitan sa Pagsubok
Ang komposisyon ng kemikal ng 4Cr5Mo2V na bakal, 4Cr5Mo2V na bakal na naglalaman ng 1% Ni (simula dito ay tinukoy bilang 4Cr5Mo2V + Ni na bakal) at 4Cr5 Mo2V na bakal na naglalaman ng 1% Co (mula dito ay tinukoy bilang 4Cr5Mo2V + Co na bakal) ay ipinapakita sa Talahanayan 1. Ang pagsubok ay cast kasama ang ADC12 Ang sangkap ng kemikal ng aluminyo na haluang metal ay ipinapakita sa Talahanayan 2.
| Talahanayan 1 Mga komposisyon ng kemikal ng mga naimbestigahan na die-casting die steels (mass fraction)% | |||||||
| materyal | C | Cr | Mo | V | Co | Ni | Si |
| 4Cr5Mo2V na bakal | 0.39 | 4.65 | 2. 21 | 0.46 | - | - | 0. 23 |
| 4Cr5Mo2V + Ni bakal | 0.38 | 4.72 | 2.34 | 0. 51 | - | 1.02 | 0. 21 |
| 4Cr5Mo2V + Co na bakal | 0.41 | 4.67 | 2.40 | 0.48 | 1.03 | - | 0. 24 |
| Talaan 2 Komposisyon ng Kemikal Ng Ang ADC12 Aluminium Alloy% | |||||||||
| Elemento | Cu | Mg | Mn | Fe | Si | Zn | Ti | Pb | Sn |
| Marka ng Kalidad | 1.74 | 0.22 | 0.16 | 0.76 | 10.70 | 0.87 | 0.064 | 0.035 | 0. 010 |
1.2 Paraan ng Pagsubok
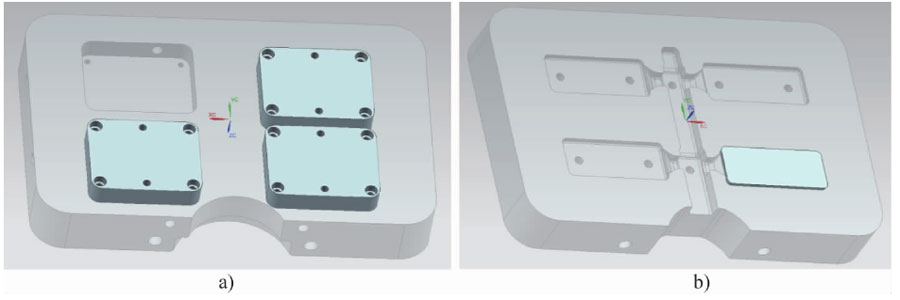
Ang annealed 4Cr5Mo2V na bakal, 4Cr5Mo2V + Ni na bakal at 4Cr5Mo2V + Co na bakal ay pinroseso sa mga test block tulad ng ipinakita sa Larawan 1. Matapos ang vacuum quenching, pinagsama ang mga ito nang dalawang beses, na may tigas na halos 47 HRC, at makinis na ground upang alisin ang scale ng oxide.
Ang bilang ng pangkat ng test block ay naka-embed sa uka ng naayos na amag, at ang lukab ng die-cast na aluminyo na haluang metal ay itinakda sa palipat-lipat na hulma, tulad ng ipinakita sa Larawan 2. Isang 500 t pahalang na malamig na silid na die-casting machine at isang self-designed na amag ang ginamit para sa die-casting test ng ADC12 aluminyo sheet na haluang metal, at ang aluminyo na haluang metal ay muling ginamit. Ang temperatura ng tinunaw na aluminyo ay mas mataas, 800 ° C, upang mapabilis ang pagsubok (sa pangkalahatan, ang die casting temperatura ng ADC12 na aluminyo na haluang metal ay (650 120) ° C). Dahil ang temperatura ng tinunaw na aluminyo ay 800 ℃, na hindi umabot sa lebel ng pagkatunaw ng Fe-A1 intermetallic compound, ang nagreresultang compound ay umiiral sa tinunaw na aluminyo bilang mga impurities matapos na mahulog. Ang paulit-ulit na paggamit ng tinunaw na aluminyo ay magdudulot din ng pagdaragdag ng mga impurities at palakasin ang aluminyo. Ang epekto ng pag-scouring ng likido, sa gayon pagbilis ng pagsubok.
Matapos ang pagsubok sa die-casting, ginamit ang isang stereo microscope upang maobserbahan ang kababalaghan ng aluminyo na pagdirikit sa ibabaw ng test block; ginamit ang isang ultra-deep-of-field microscope upang higit na mapagmasdan ang antas ng pagdirikit ng aluminyo at kung may mga bitak sa ibabaw ng test block.
2. Mga Resulta sa Pagsubok At Pagsusuri
2. 1 Ibabaw na Morpolohiya Ng The Block Block
2.1.1 Surface Sticking Aluminium
Ipinapakita ng Larawan 3 ang pang-ibabaw na morpolohiya ng tatlong mga bloke ng bakal na pagsubok nang walang die casting at pagkatapos ng 600,1000 beses ng die casting. Maaari itong makita mula sa Larawan 3 (b, e, h) na pagkatapos ng 600 beses ng die-casting, ang 4Cr5Mo2V steel test block ay may pinakaseryosong sticking ng aluminyo.
Ang 4Cr5Mo2V + Co steel test block ay dumidikit sa pinakamaliit na aluminyo. Ipinapakita ng Larawan 3 (c, f, i) na ang aluminyo pagdirikit sa ibabaw ng tatlong mga bloke ng pagsubok ay nadagdagan pagkatapos ng 1,000 beses ng die-casting. Ang ibabaw ng 4Cr5Mo2V steel test block ay may halatang aluminyo pagdirikit, habang ang iba pang dalawang mga bloke ng pagsubok ay may bahagyang pagdirikit ng aluminyo. Ang pagsubok ng bakal na 4Cr5Mo2V + Co Ang bukol ng aluminyo ay ang pinakamaliit at pare-pareho, na nagpapahiwatig na ang brilyong naglalaman ng 4Cr5Mo2V na bakal ay may pinakamahusay na paglaban sa likidong pinsala sa aluminyo, habang ang bakal na 4Cr5Mo2V ang pinakamasama. Ang pagdaragdag ng mga elemento ng drill at nickel ay kapaki-pakinabang upang patatagin ang tigas ng mataas na temperatura ng die steel 9-10, at ang ibabaw ay hindi madaling "lumambot" sa paulit-ulit na pakikipag-ugnay sa tinunaw na aluminyo, kaya mas mahusay ang paglaban ng pagguho ng likido ng aluminyo, at pagdirikit ng aluminyo ay bahagyang. Sa panahon ng die-casting test, ang tinunaw na aluminyo ay pumapasok sa lukab upang makipag-ugnay sa block ng pagsubok, at ang hindi pantay na istraktura ng test block, ang lugar ng depekto ng machining at iba pang mga lokal na lugar ay bahagyang dumidikit sa aluminyo. Ang aluminyo sa lugar na nabuklod ng aluminyo ay tutugon sa bakal na bubuo ng Fe.} Al brittle intermediate compound, na kung saan ay masisira at mababalot sa ilalim ng pag-scour ng high-pressure aluminyo na likido, na nagreresulta sa mga pits sa ibabaw ng amag, at higit pa seryosong pagbubuklod ng aluminyo sa ilalim ng pag-scouring ng likidong likido.
2.1.2 Mga Crack sa Ibabaw
Ipinapakita ng Larawan 4 ang sobrang lalim ng morphology ng patlang ng bakal na 4Cr5Mo2V, 4Cr5Mo2V + Ni na bakal at 4Cr5Mo2V + Co na mga ispesimen pagkatapos ng 1,000 beses ng die casting. Maaari itong makita mula sa Larawan 4 (a) na mayroong isang maliit na bilang ng mga micro-crack na ipinamamahagi sa isang halos netong hugis sa ibabaw ng 4 Cry Mot V steel test block. Ang adhered aluminyo at tinunaw na aluminyo ay tumutugon sa bakal upang mabuo ang Fe.} Al compound. Ang koepisyent ng thermal expansion ng Fe.} Ang Al ay naiiba sa matrix, na nagreresulta sa napakaliit na halaga ng mga microcrack sa adhered na aluminyo at Fe.} Al at ang mga compound. Ang epekto ng pag-scour ng tinunaw na aluminyo ay sanhi ng paglaganap ng microcracks, at ang tinunaw na aluminyo ay tumagos sa basag at karagdagang reaksyon ng matrix upang mabuo ang mga compound ng Fe 2 Al. Sa kasunod na paulit-ulit na proseso ng pag-casting, ang Fe.} Ang mga compound ng Al sa ibabaw ng test block ay bumabalot upang mabuo ang mga pits. Matapos ang pag-atsara at paglilinis ng ultrasonic, ang ibabaw ng test block ay lumitaw na katulad sa mga katulad na netong likidong likidong pag-scouring. Ipinapakita ng Larawan 4 (b, c) na walang mga bitak sa bakal na 4Cr5Mo2V + Co at mga bloke ng bakal na 4Cr5Mo2V + Ni, na nagpapahiwatig na ang pagdaragdag ng 1% drill o molibdenum ay hindi lamang maaaring mabawasan ang pang-ibabaw na pagdirikit ng aluminyo, ngunit mabawasan din ang pag-crack ng ugali ng hulma at pagbutihin ang paglaban ng aluminyo Pagganap ng pinsala sa likido. Ang pagdaragdag ng mga elemento ng pagbubuo ng nickel at brilyante na hindi karbida ay maaaring mapabuti ang katigasan ng mataas na temperatura ng amag, at maaari ding maisulong ng brilyante ang pagpapakalat at pag-ulan ng molibdenum karbid sa panahon ng proseso ng pag-tempering, at pagbutihin ang epekto ng pagtitigas ng ulan 'z-} 3. Ang pananaliksik ni Ling Qian et al. ay ipinapakita na ang pagdaragdag ng austenite nagpapatatag na mga elemento sa die-casting die steel ay maaaring mabawasan ang konsentrasyon ng stress. Ang parehong drill at nickel ay mga elemento na nagpapalawak ng austenite zone, kaya ang 4Cr5Mo2V + Ni steel at 4Cr5Mo2V + Co steel die casting mold ibabaw ay hindi madaling kapitan ng bitak.
Ang tinunaw na aluminyo sa aktwal na proseso ng pag-casting ay napakalakas laban sa amag. Ayon sa diagram ng yugto ng Fe-A1, ang mga sangkap na inter-metallic na Fe-Al na nabuo ng reaksyon ng bakal at tinunaw na aluminyo ay pangunahing FeAlz, Fez A15, FeA13, atbp, na malutong. humiwalay sa matrix at ipasok ang tinunaw na aluminyo sa ilalim ng pag-scour ng natunaw na aluminyo, na nag-iiwan ng mga hukay sa ibabaw ng hulma. Ang kumbinasyon ng bahagi ng aluminyo na haluang metal at ang mga hukay ng hulma ay medyo malakas at hindi nahuhulog, at higit na bumubuo ng mga compound ng Fe A1. Ang aluminyo, Fe.} Al at mga compound na sumunod doon ay madaling kapitan ng mga microcrack habang nagpapalamig. Ang sheet ng die-casting ay may mas kaunting likidong aluminyo, kaya't mas mabilis itong tumatag, at ang reaksyon sa pagitan ng hulma at likidong aluminyo ay mas mabagal. Samakatuwid, ang ibabaw ng test block ay may mas kaunting mga hukay dahil sa reaksyon ng Fe at Al, at mas maraming malagkit na aluminyo ang ginawa ng pagguho ng likidong aluminyo.
2. 2 Katigasan sa Ibabaw
Ang talahanayan 3 ay ang average na halaga ng katigasan sa ibabaw ng tatlong die block test test pagkatapos ng magkakaibang oras ng die casting. Ipinapakita ng data sa Talahanayan 3 na ang katigasan sa ibabaw ng tatlong uri ng mga bloke ng pagsubok lahat ay bumabawas nang bahagya. Habang dumarami ang bilang ng mga die casting molds, katumbas ito ng paulit-ulit na pag-tempering ng test block, kaya't nababawasan ang tigas. Pagkatapos ng 1,000 beses ng die-casting, ang tigas ng 4Cr5Mo2V + Co steel test block ay may pinakamaliit na pagbawas, na kung saan ay 1.4 HRC; ang 4Cr5Mo2V steel test block ay may pinaka halatang pagbawas.
Malinaw na, bumaba ito ng 2. 8 HRC; ang katigasan sa ibabaw ng 4Cr5Mo2V + Ni steel test block ay bumaba ng 1. 8 HRC. Ang katigasan ng amag ng amag ay kapaki-pakinabang upang mabawasan ang pagdikit ng aluminyo, iyon ay, kapaki-pakinabang na pigilan ang pagkamatay ng thermal-die-casting.
| Talahanayan 3 Ang tigas sa ibabaw ng mga bloke ng pagsubok pagkatapos ng die casting para sa iba't ibang oras% | ||||||
| materyal | Walang Die Cast | 200 Times | 400 Times | 600 Times | 800 Times | 1000 Times |
| 4Cr5Mo2V na bakal | 48.6 | 48.4 | 48.1 | 47.2 | 46.9 | 45.8 |
| 4Cr5Mo2V + Ni bakal | 47.5 | 47.4 | 47.2 | 46.8 | 46.9 | 46.1 |
| 4Cr5Mo2V + Co na bakal | 47.7 | 47.5 | 47.1 | 46.5 | 46.2 | 45.9 |
Matapos ang mahabang panahon na pag-temper sa die steel, ang martensite ay nabubulok at ang pangalawang carbides ay naging mas magaspang, na nagreresulta sa pagbawas ng katigasan sa ibabaw. Ang parehong drill at nickel ay mga elemento na hindi bumubuo ng karbida, na maaaring palitan ang mga atomo ng Fe upang gawing palakasin ang solong bakal na solusyon sa '5 hanggang' 8, upang ang amag ay may mas mataas na lakas na mataas na temperatura at mapanatili ang mas mataas na tigas pagkatapos ng paulit-ulit na mabilis na pag-init at paglamig. Pinag-aralan ng China Die Casting Association ang pamamahagi ng elemento sa napapatay at nag-temper na bakal na Cr-Mo-V-Ni, at natagpuan na sa panahon ng proseso ng pag-tempering, ang mga elemento ng Ni ay mapapayaman sa paligid ng mga karbid, sa ganoong hadlang ang mga carbon atoms sa ferit sa paligid ang karbida Ang tuloy-tuloy na pagsasabog ng mga karbid ay nagdaragdag ng lakas na pag-aktibo ng pagkagulo ng karbida, pinipigilan ang paglaki ng mga karbid, sa gayon binabawasan ang tigas na pagtanggi ng naglalaman ng nikel na 4Cr5Mo2V na bakal, at nagpapabuti ng paglaban nito sa tinunaw na pinsala sa aluminyo.
Pinag-aralan ng China Die Casting Association ang init na katatagan at pagbabago ng microstructure ng die steel na may 1% Ni at walang Ni, at nalaman na sa susunod na yugto ng pagsubok ng thermal stable, pababagalin ng nickel ang tigas ng bakal na bakal, sa gayon ay gumagawa ang bakal na mas mahusay sa thermally stable na Kasarian. Ang pagbabarena ay isang elemento na nagpapalawak ng austenite phase zone. Ang pagdaragdag ng drill sa 4Cr5Mo2V na bakal ay maaaring magsulong ng paglusaw ng mga karbid sa panahon ng proseso ng austenitization, dagdagan ang nilalaman ng carbon ng austenite, at dagdagan ang katatagan ng austenite, sa gayon pagtaas ng pinananatili na austenite Ang dami ng tenite at ang tigas ng martensite, at ang drill ay maaari ding itaguyod ang pagpapakalat at pag-ulan ng molibdenum karbid sa panahon ng proseso ng pag-tempering, at pagbutihin ang epekto ng pagtitigas ng ulan z'-1.
Ang nagpapatibay na epekto ng nickel at drill sa matrix ay gumagawa ng block ng pagsubok ng bakal na bakal na may mas mataas na katigasan sa ibabaw pagkatapos ng paulit-ulit na pag-scouring ng tinunaw na aluminyo, upang ito ay mas lumalaban sa pagguho, na kung saan ay kapaki-pakinabang upang mapabuti ang paglaban ng test block sa pinsala ng tinunaw na aluminyo. Ang katigasan sa ibabaw ng bloke ng pagsubok at ang antas ng pagdirikit ng aluminyo ay nagpapakita din (tingnan ang Larawan 3, Talahanayan 3): Ang drill na 4Cr5 Mo2V steel test block ay may pinakamaliit na mga pits sa ibabaw at aluminyo pagdirikit pagkatapos ng 1,000 beses na die-casting, iyon ay, ang paglaban sa pinsala sa likidong likido ng aluminyo ang pinakamahusay. Samakatuwid, ang nagpapatibay na epekto ng pagdaragdag ng 1% Co sa bakal ay mas malaki kaysa sa pagdaragdag ng 1% Ni, na kapwa ay kaaya-aya sa pagpapabuti ng anti-aluminyo na pagganap ng pinsala ng bakal na bakal.
3.Pagsasama
- Pagkatapos ng die-casting na aluminyo na haluang metal ng 1 000 beses, ang sample ng bakal na 4Cr5 Mo2V na may drill ay nananatili ang hindi bababa sa aluminyo, at ang sample ng bakal na 4Cr5Mo2V ay dumidikit ang pinakamaraming aluminyo, iyon ay, ang bakal na 4Cr5 Mo2V na may drill ay may pinakamahusay na paglaban sa pinsala sa thermal.
- Pagkatapos ng die-casting na aluminyo na haluang metal ng 1,000 beses, ang katigasan ng ibabaw ng bakal na 4Cr5Mo2V, 4Cr5Mo2V + Ni na bakal at 4Cr5Mo2V + Co na mga ispesimen ng bakal na nabawasan ng 2.8, 1.8 at 1.4 HRC, iyon ay, ang pagdaragdag ng nikel o drill ay maaaring makabuluhang mapabuti ang paglaban ng Thermal pinsala ng 4Cr5Mo2V die-casting die steel.
Mangyaring panatilihin ang mapagkukunan at address ng artikulong ito para sa muling pag-print: Epekto ng Drill at Nickel sa Thermal Damage Resistance ng 4Cr5Mo2V Die Casting Die Steel
Minghe Kumpanya ng Die Casting ay nakatuon sa paggawa at magbigay ng kalidad at mataas na pagganap ng Mga Bahaging Paghahagis (saklaw ng mga bahagi ng die die na pangunahin nang kasama Manipis na Wall Die Casting,Pag-cast ng Mainit na Chamber Die,Casting ng Cold Chamber Die), Round Service (Serbisyo sa Casting ng Die,cnc Machining,Paggawa ng Mold, Paggamot sa Ibabaw). Anumang pasadyang Aluminium die casting, magnesiyo o Zamak / zinc die casting at iba pang mga kinakailangan sa cast ay malugod na makipag-ugnay sa amin.

Sa ilalim ng kontrol ng ISO9001 at TS 16949, Ang lahat ng mga proseso ay isinasagawa sa pamamagitan ng daan-daang mga advanced die casting machine, 5-axis machine, at iba pang mga pasilidad, mula sa mga blaster hanggang sa mga washing machine ng Ultra Sonic. Ang Mhehehe ay hindi lamang may advanced na kagamitan ngunit mayroon ding propesyonal pangkat ng mga bihasang inhinyero, operator at inspektor upang matupad ang disenyo ng customer.

Tagagawa ng kontrata ng die cast. Ang mga kakayahan ay may kasamang malamig na silid ng aluminyo na namamatay sa mga bahagi ng paghahagis mula sa 0.15 lbs. hanggang 6 lbs., mabilis na pag-set up ng pagbabago, at pag-machining. Ang mga serbisyong idinagdag sa halaga ay may kasamang polishing, vibrating, deburring, shot blasting, painting, plating, coating, assembling, at tooling. Ang mga materyales na nagtrabaho kasama ang mga haluang metal tulad ng 360, 380, 383, at 413.

Tulong sa disenyo ng casting ng zinc die / kasabay na mga serbisyo sa engineering. Pasadyang tagagawa ng katumpakan na zinc die cast. Ang mga maliit na casting, mataas na presyon ng die cast, multi-slide mold cast, maginoo na cast ng amag, unit die at independiyenteng die cast at mga lukab na selyadong cast ay maaaring gawa. Ang paggawa ng cast ay maaaring gawa sa haba at lapad hanggang sa 24 in. Sa +/- 0.0005 in. Pagpapaubaya.

Ang ISO 9001: 2015 na sertipikadong tagagawa ng die cast magnesiyo, ang mga Kakayahang nagsasama ng mataas na presyon ng magnesiyo die casting hanggang sa 200 toneladang mainit na silid at 3000 toneladang malamig na silid, disenyo ng tooling, buli, paghulma, pag-macho, pulbos at likidong pagpipinta, buong QA na may mga kakayahan sa CMM , pagpupulong, packaging at paghahatid.

Sertipikado ng ITAF16949. Kasamang Karagdagang Serbisyo sa Casting investment casting,paghahagis ng buhangin,Paghahagis ng Gravity, Nawala ang Casting ng Bula,Centrifugal Casting,Pagputol ng Vacuum,Permanenteng Casting ng Mould, .Kasama sa mga kakayahan ang EDI, tulong sa engineering, solidong pagmomodelo at pangalawang pagproseso.

Casting Industries Mga Bahagi ng Mga Pag-aaral ng Kaso para sa: Mga Kotse, Bisikleta, Sasakyang Panghimpapawid, Mga instrumentong pangmusika, Sasakyang Panghimpapawid, Mga Sensor, Modelo, Mga Elektronikong aparato, Enclosure, Clocks, Makinarya, Mga Engine, Muwebles, Alahas, Jigs, Telecom, Lighting, Mga aparatong medikal, Photographic device, Mga Robot, Sculpture, kagamitan sa Sound, kagamitan sa Sporting, Tooling, Laruan at iba pa.
Ano ang matutulungan namin sa iyo na susunod?
∇ Pumunta sa Homepage Para sa Die Casting China
→Mga bahagi ng Casting-Alamin kung ano ang nagawa.
→ Ralated Tips Tungkol sa Mga Serbisyo sa Pagpatay ng Die
By Ang Tagagawa ng Casting ng Minghe Die | Mga kategorya: Mga kapaki-pakinabang na Artikulo |materyal Tags: Pagputol ng Aluminyo, Casting ng Zinc, Mag Casting ng magnesiyo, Paghahagis ng Titanium, Hindi kinakalawang na Steel Casting, Casting ng Brass,Paghahagis ng Tanso,Pag-cast ng Video,Kasaysayan ng Kumpanya,Pagputol ng Pag-ihi ng aluminyo | Naka-off ang Mga Komento







