
Mga Bahagi ng Mikrostruktura at Mga Mekanikal ng Mga Kotse ng Automobile Chassis na Structural na Bahagi

Ang istraktura ng castings at ang mga pangunahing punto ng teknolohiya ng pag-unlad
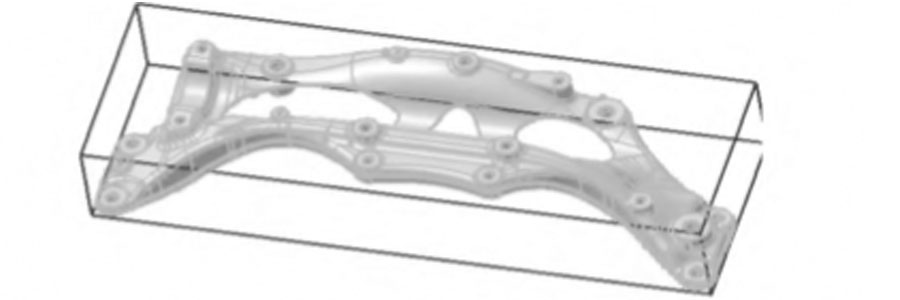
Ang isang istrakturang chassis ng sasakyan ay ipinapakita sa Larawan 1. Ang sukat ng balangkas ay 677.79mm × 115.40mm × 232.42mm, ang masa ay 2.6kg, ang average na kapal ng pader ay 3.5mm, at ang lakas ng tunog ay tungkol sa 9.88 × 105mm ^ 3. Ang inaasahang lugar ng paghahagis ay 86300mm ^ 2, at ang materyal ay Al-8Si-Mn-Mg na haluang metal. Ang paghahagis ay may maramihang mga makapal na napapaderan na mainit na kasukasuan, na madaling mabuo ang mga butas ng pag-urong. Mga kinakailangan sa kalidad ng pagpapakita ng cast: walang halatang marka ng agos ng die casting, walang halata na mga bitak ng pagong, at walang mga bula sa ibabaw; panloob na mga kinakailangan sa kalidad ng cast: pangkalahatang mga butas ng posisyon ng casting ay nasa ibaba 1mm, ang mga bosses at makapal na mga bahagi ng karne ay nangangailangan ng mga butas 2mm Ang mga sumusunod; mga kinakailangan para sa nilalaman ng hangin sa loob ng paghahagis: ang nilalaman ng hangin bawat 100g ng aluminyo sa itinalagang pagpuno ng pagtatapos ng paghahagis ay dapat mas mababa sa 15mL, at ang itinalagang bahagi ng panloob na gate ay dapat mas mababa sa 10mL; ang mga mekanikal na katangian ng paghahagis (pagkatapos ng paggamot na T5) na kinakailangan: makunat na lakas na 220MPa, ani Ang lakas ay 150MPa, ang pagpahaba ay ≥5%, ang tigas ng epekto ay ≥6.0J / cm2, ang thread na makunat na pagsubok ay M10≥60kN, M12≥85kN, ang tigas (HRB) ay 30; ang mga kinakailangan para sa pagsubok ng pagkapagod ng cast: sa ilalim ng normal na kondisyon, Makatiis ng lakas na 6.1 ~ -4.8kN sa itinalagang punto, ang dalas ay 2Hz, at ang pinsala ay hindi pinapayagan pagkatapos ng 20,000 cycle. Sa ilalim ng mga kundisyon ng pagsubok, ang bilang ng mga cycle ay 40,000 beses. Ayon sa mga kinakailangan sa itaas, ang paggawa ng casting na ito ay medyo mahirap.
Sa proseso ng pagpapaunlad ng casting, upang maikli ang ikot ng pag-unlad, ginagamit ang numerical simulation software para sa pagtatasa, at may pagtukoy sa aktwal na mga parameter ng produksyon, apat na magkakaibang pamamaraan ng paghahagis ang pinagtibay (tingnan ang Larawan 2). Ang Plano 1 at Plano 2 ay gumagamit ng pamamula ng suklay na suklay na suklay, ang Plano 3 at Plano 4 ay gumagamit ng pamamaraang paghuhugas ng hugis ng fan; Kung ikukumpara sa Plan 2, ang Plan 1 ay gumagamit ng isang mas concentrated na paraan ng feed at ang Plan 2 ay gumagamit ng isang mas dispersed na paraan ng feed. ; Kung ikukumpara sa Opsyon 4, ang Opsyon 3 ay may isang mas maikling pangunahing runner at ang Opsyon 4 ay may isang mas mahabang pangunahing runner. Gumamit ng software ng Magma upang gayahin at pag-aralan ang nasa itaas na apat na mga scheme. Ipinapakita ng mga resulta na: Ang runner ng Opsyon 1 ay masyadong tuwid, malaki ang pagkawala ng enerhiya, at ang pagbuhos ng panloob na gate ay hindi na-synchronize, na magulo; Ang Opsyon 2 ay puno ng gas sa magkabilang panig ng mga runner, at ang solidification analysis casting ay may mga butas ng pag-urong sa magkabilang panig ng may sinulid na mga butas; 3 Ang runner ay masyadong maikli, na kung saan ay hindi kaaya-aya sa aplikasyon ng high-vacuum na proseso ng die-casting; Scheme 4 Ang temperatura ng gitnang pagbuhos ng bahagi ng paghahagis ay mas mataas, at ang pagguho ng amag ay mas malamang na naroroon. Isinasaalang-alang ang pagpuno ng estado ng likido, pag-urong ng pag-urong, temperatura, atbp. Ang Opsyon 4 ay mas mahusay.

Pagsubok sa pag-optimize ng parameter ng proseso ng casting casting
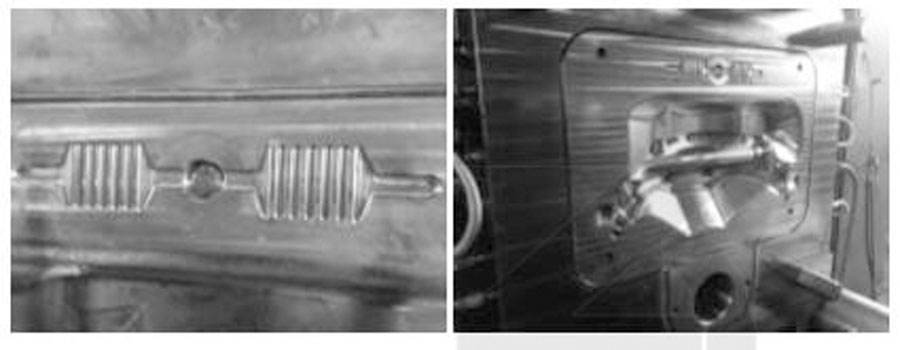
Ginagawa ito gamit ang 16000kN pahalang na malamig na silid na die-casting machine ng Idra, na nilagyan ng isang real-time na sistema ng kontrol sa pag-iniksyon. Ang balbula ng vacuum ay isang haydroliko na high-vacuum stop na balbula na may malayang mga karapatan sa intelektuwal na pag-aari (tingnan ang Larawan 3), at nilagyan ng isang high-vacuum control system upang makamit ang dalawang-daan na pag-vacuum ng lukab at ng silid ng presyon; ang ibabaw ng hulma ay tinatakan ng isang silicone strip na may diameter na 10 mm ((Tingnan ang Larawan 4); ang hulma ay pinalamig ng madulas na daluyan at nilagyan ng thermocouple upang tumpak na makontrol ang temperatura ng amag; ang pangunahing pin ay pinalamig ng mataas na presyon ng tubig paglamig; ang pag-spray ay awtomatikong spray ng isang ABB robot.
Upang makuha ang pinakamainam na kumbinasyon ng mga parameter ng setting ng die casting machine at mataas na vacuum stroke, 7 mga hanay ng mga kumbinasyon ng parameter ang nasubok sa ilalim ng mga kundisyon ng pagtatakda ng temperatura ng haluang metal ng aluminyo sa 690 ℃ at ang temperatura ng amag sa 200 ℃.
Isinasagawa ang pagsusulit sa pagpasok ng kulay sa paghahagis, at ipinakita ang mga resulta na ang ibabaw ng paghahagis ay walang mga depekto tulad ng hindi magandang pagbuo, malamig na paghihiwalay, bitak, at paltos.
Ang panloob na kalidad ng mga cast ay nasuri ng mga X-ray. Ipinakita sa mga resulta na walang mga butas ng pag-urong ng hangin ang natagpuan sa posisyon ng plato, at walang mga butas sa hangin, butas ng pag-urong, o pag-urong porosity na natagpuan sa boss at makapal na posisyon ng dingding ng paghahagis (tingnan ang Larawan 6).
Batay sa pagtatasa sa itaas, makikita na ang mabagal na bilis ng pag-iniksyon ay 0.3m / s, ang posisyon ng vacuum ay 480mm, ang bilis ng die casting ay 4.0-4.5m / s, ang presyon ng casting ay tungkol sa 76MPa, at ang mabilis na pag-iniksyon ang distansya ay 620mm ay ang pinakamahusay na kumbinasyon ng mga parameter.
Pagsubok at pagsusuri sa pagganap ng mekanikal
3.1 Ang impluwensya ng vacuum sa istraktura at mekanikal na mga katangian ng die cast
Maaaring makita na ang high-vacuum (vacuum degree na 97 kPa) die-casting ay may mas mataas na density, na nangangahulugang ang panloob na nilalaman ng gas ng die-casting ay mas mababa. Kung ihahambing sa ordinaryong vacuum (65kPa vacuum) die cast, ang lakas na makunat, lakas ng ani, pagpahaba at tigas ng mataas na vacuum die cast ay nadagdagan ng 21%, 29%, 18%, at 10%, ayon sa pagkakabanggit, na nagpapahiwatig na ang mataas na vacuum die cast Ito ay may isang mas mahusay na nagsusulong ng epekto sa pagpapabuti ng mga mekanikal na katangian ng mga istrukturang bahagi.
Kung ito man ay high-vacuum die-casting o ordinaryong vacuum die-casting, ang haluang metal microstructure sa panahon ng high-vacuum die-casting at ordinaryong vacuum die-casting. Kung ito man ay high-vacuum die-casting o ordinaryong vacuum die-casting, ang istraktura ng haluang metal na haluang aluminyo ng Al-8Si-Mn-Mg ay binubuo ng medyo magaspang α 1-Al at pinong bilog α 2-Al, pati na rin ang pinong dendritic eutectic Si, atbp na komposisyon. Bagaman mababa ang nilalaman ng Fe sa haluang metal, ang isang maliit na bilang ng mga butil na mayaman na Fe phase ay maaari pa ring sundin. Dahil ang pressure casting ay nasa ilalim ng mataas na temperatura at mataas na presyon, ang tinunaw na metal ay pumupuno sa lukab sa isang napakaikling panahon at nagpapatatag upang mabuo. Ang malaking rate ng paglamig na ito ay maaaring makakuha ng likidong metal na makakuha ng isang malaking antas ng subcooling, sa gayon pagdaragdag ng bilang ng mga nucleation Ang rate ng nucleation ay napabuti, ang eutectic Si ay pino, at ang pagbuo ng tulad ng karayom na bahagi ng AlSiFe ay pinigilan. Dahil sa mababang antas ng vacuum, sa ilalim ng ordinaryong mga kondisyon ng vacuum, napakaliit na mga depekto ng pore ay maaaring sundin sa loob ng paghahagis.
3.2 Ang epekto ng paggamot sa init sa pagganap at istraktura ng mataas na vacuum die cast
3.2.1 Mga katangiang mekanikal
Ang castings ay kailangang sumailalim sa pagtanda ng paggamot sa init, at ang mga kondisyon ng paggamot sa init ay 200 ℃ × 2 h. Pagkatapos, ang isang makunat na pagsubok ay ginaganap sa mga itinalagang posisyon (posisyon 1, 2, 3) ng mga tadyang ng castings. Makikita na ang mga mekanikal na katangian ng mga die cast ay nag-iiba sa proseso ng die casting.
Kung ikukumpara sa ordinaryong vacuum die-casting, ang high-vacuum die-casting ay makabuluhang napabuti ang lakas na makunat, lakas ng ani, pagpahaba at tigas. Kabilang sa mga ito, ang lakas na makunat ay nadagdagan ng halos 21%, ang lakas ng ani ay nadagdagan ng tungkol sa 29%, at ang rate ng pagpahaba ay nadagdagan ng tungkol sa 21%. Tumaas ng halos 18% at tigas ng halos 10%, makikita na ang mataas na vacuum die casting ay makabuluhang nagpapabuti ng lakas at tigas ng die cast.
3.2.2 Epekto ng tigas
Ang pagsubok sa epekto sa mga itinalagang posisyon ng mga tadyang ng tadyang (posisyon 1, 2, at 3, na kung saan ay ang mga punto ng pag-sample ng lokasyon para sa pagsubok sa pagganap ng mekanikal) ay nagpapakita na ang tigas ng epekto ng high-vacuum die-castings ay ganap na nakakatugon sa mga kinakailangan ng castings.
3.2.3 Pagguhit ng thread
Ang M10 at M12 na may sinulid na mga butas ng castings ay napailalim sa mga pagsubok sa pagguhit ng thread. Ang M10 thread ay hindi nagbago sa ilalim ng pagkilos ng 66kN at ang M12 thread sa ilalim ng pagkilos ng 85kN, na nagpapahiwatig na ang mga thread ng mataas na vacuum die cast ay ganap na nakakatugon sa mga kinakailangan ng puwersa.
3.2.4 Pagsubok ng pagkapagod
Matapos ang castings ay napailalim sa 410150 tibay pagsubok, ipinakita ang pagtuklas ng fluorescence na walang mga bitak sa ibabaw ng castings, at ipinakita ang mga resulta na ang paglaban ng pagkapagod ng high-vacuum die cast ay natutugunan ang mga teknikal na kinakailangan.
3.2.5 Pagtuklas ng nilalaman ng gas
Ang pagsubok sa nilalaman ng gas ay ipinapakita sa Talahanayan 2. Mula sa mga resulta sa pagsubok sa Talahanayan 6, makikita na ang nilalaman ng gas ng casting body sa panloob na gate ay mas mababa sa 8.9ml bawat 100g Al, at ang nilalaman ng gas ng casting katawan sa tangke ng overflow ng buntot ng tubig ay mas mababa sa 12ml bawat 100g Al, na ganap na nakakatugon sa mga kinakailangan sa paghahagis.
4 konklusyon
- (1) Gamit ang numerong simulation, ang proseso ng pagbubuo ng die-casting at mga parameter ng proseso ng die-casting na high-vacuum na mga bahagi ng istruktura ng chassis ng sasakyan ay na-optimize, at ang mga de-kalidad na cast kasama ang panloob at panloob na kalidad na pagtugon sa mga kinakailangan ay gawa.
- (2) Ang mataas na vacuum die casting ay maaaring makabuluhang mapabuti ang mga mekanikal na katangian ng mga istrukturang bahagi. Kung ikukumpara sa ordinaryong die-casting, ang density ng castings sa panahon ng high-vacuum die-casting ay nadagdagan, at ang lakas na makunat, lakas ng ani, pagpahaba at tigas ng cast ay nadagdagan ng 21%, 29%, 18%, at 10% ayon sa pagkakabanggit.
- (3) Ang mga resulta ng pagsubok ng tibay, pagguhit at nilalaman ng gas ng mga cast ng lahat ay nakakatugon sa mga teknikal na kinakailangan ng produkto at nakakatugon sa mga kundisyon ng produksyon ng masa.
Mangyaring panatilihin ang mapagkukunan at address ng artikulong ito para sa muling pag-print: Mga Bahagi ng Mikrostruktura at Mga Mekanikal ng Mga Kotse ng Automobile Chassis na Structural na Bahagi
Minghe Kumpanya ng Die Casting ay nakatuon sa paggawa at magbigay ng kalidad at mataas na pagganap ng Mga Bahaging Paghahagis (saklaw ng mga bahagi ng die die na pangunahin nang kasama Manipis na Wall Die Casting,Pag-cast ng Mainit na Chamber Die,Casting ng Cold Chamber Die), Round Service (Serbisyo sa Casting ng Die,cnc Machining,Paggawa ng Mold, Paggamot sa Ibabaw). Anumang pasadyang Aluminium die casting, magnesiyo o Zamak / zinc die casting at iba pang mga kinakailangan sa cast ay malugod na makipag-ugnay sa amin.

Sa ilalim ng kontrol ng ISO9001 at TS 16949, Ang lahat ng mga proseso ay isinasagawa sa pamamagitan ng daan-daang mga advanced die casting machine, 5-axis machine, at iba pang mga pasilidad, mula sa mga blaster hanggang sa mga washing machine ng Ultra Sonic. Ang Mhehehe ay hindi lamang may advanced na kagamitan ngunit mayroon ding propesyonal pangkat ng mga bihasang inhinyero, operator at inspektor upang matupad ang disenyo ng customer.

Tagagawa ng kontrata ng die cast. Ang mga kakayahan ay may kasamang malamig na silid ng aluminyo na namamatay sa mga bahagi ng paghahagis mula sa 0.15 lbs. hanggang 6 lbs., mabilis na pag-set up ng pagbabago, at pag-machining. Ang mga serbisyong idinagdag sa halaga ay may kasamang polishing, vibrating, deburring, shot blasting, painting, plating, coating, assembling, at tooling. Ang mga materyales na nagtrabaho kasama ang mga haluang metal tulad ng 360, 380, 383, at 413.

Tulong sa disenyo ng casting ng zinc die / kasabay na mga serbisyo sa engineering. Pasadyang tagagawa ng katumpakan na zinc die cast. Ang mga maliit na casting, mataas na presyon ng die cast, multi-slide mold cast, maginoo na cast ng amag, unit die at independiyenteng die cast at mga lukab na selyadong cast ay maaaring gawa. Ang paggawa ng cast ay maaaring gawa sa haba at lapad hanggang sa 24 in. Sa +/- 0.0005 in. Pagpapaubaya.

Ang ISO 9001: 2015 na sertipikadong tagagawa ng die cast magnesiyo, ang mga Kakayahang nagsasama ng mataas na presyon ng magnesiyo die casting hanggang sa 200 toneladang mainit na silid at 3000 toneladang malamig na silid, disenyo ng tooling, buli, paghulma, pag-macho, pulbos at likidong pagpipinta, buong QA na may mga kakayahan sa CMM , pagpupulong, packaging at paghahatid.

Sertipikado ng ITAF16949. Kasamang Karagdagang Serbisyo sa Casting investment casting,paghahagis ng buhangin,Paghahagis ng Gravity, Nawala ang Casting ng Bula,Centrifugal Casting,Pagputol ng Vacuum,Permanenteng Casting ng Mould, .Kasama sa mga kakayahan ang EDI, tulong sa engineering, solidong pagmomodelo at pangalawang pagproseso.

Casting Industries Mga Bahagi ng Mga Pag-aaral ng Kaso para sa: Mga Kotse, Bisikleta, Sasakyang Panghimpapawid, Mga instrumentong pangmusika, Sasakyang Panghimpapawid, Mga Sensor, Modelo, Mga Elektronikong aparato, Enclosure, Clocks, Makinarya, Mga Engine, Muwebles, Alahas, Jigs, Telecom, Lighting, Mga aparatong medikal, Photographic device, Mga Robot, Sculpture, kagamitan sa Sound, kagamitan sa Sporting, Tooling, Laruan at iba pa.
Ano ang matutulungan namin sa iyo na susunod?
∇ Pumunta sa Homepage Para sa Die Casting China
→Mga bahagi ng Casting-Alamin kung ano ang nagawa.
→ Ralated Tips Tungkol sa Mga Serbisyo sa Pagpatay ng Die
By Ang Tagagawa ng Casting ng Minghe Die | Mga kategorya: Mga kapaki-pakinabang na Artikulo |materyal Tags: Pagputol ng Aluminyo, Casting ng Zinc, Mag Casting ng magnesiyo, Paghahagis ng Titanium, Hindi kinakalawang na Steel Casting, Casting ng Brass,Paghahagis ng Tanso,Pag-cast ng Video,Kasaysayan ng Kumpanya,Pagputol ng Pag-ihi ng aluminyo | Naka-off ang Mga Komento







